

今年1-9月,国内新能源汽车产销同比增长1.8倍和1.9倍。面对迅猛增长,前景正面的市场,所有车企都知道在中国市场不容有半点闪失,作为最“懂中国”的大众显然懂得这个道理。
根据大众汽车制定的”2025电动化战略”,大众汽车品牌计划至2025年,每年销售超过100万辆电动汽车,其中中国市场将占三分之二的份额,总体目标是成为全球电动出行的领军品牌。
从大众的规划来说,除了能看到“ALL in”电动化的决心,车云菌认为未来更值得关注的是大众新能源产品深度本土化的发展。

为了实现深度的本土化发展,我们看到,大众汽车投入重金在全球范围内打造适应MEB平台车型的智能制造工厂,目前在建或已投产的MEB全球工厂数量已达到7座,而其中中国就占了3座。
显然,中国新能源汽车市场的表现已成为大众汽车品牌电动化目标成败的关键。那么,接下来大众将准备如何从产品的生产源头做起实现能源时代的变革,继往开来赢得下一个时代?
不妨,就从大众汽车品牌的全球首座新建MEB工厂“上海安亭MEB工厂”说起。
上海安亭MEB工厂的三大核心优势
上海安亭MEB工厂项目总投入达到170亿元,占地面积40.56万平方米,建筑面积54.3万平方米。年产能达到30万台,满产后年产值可达580亿元。
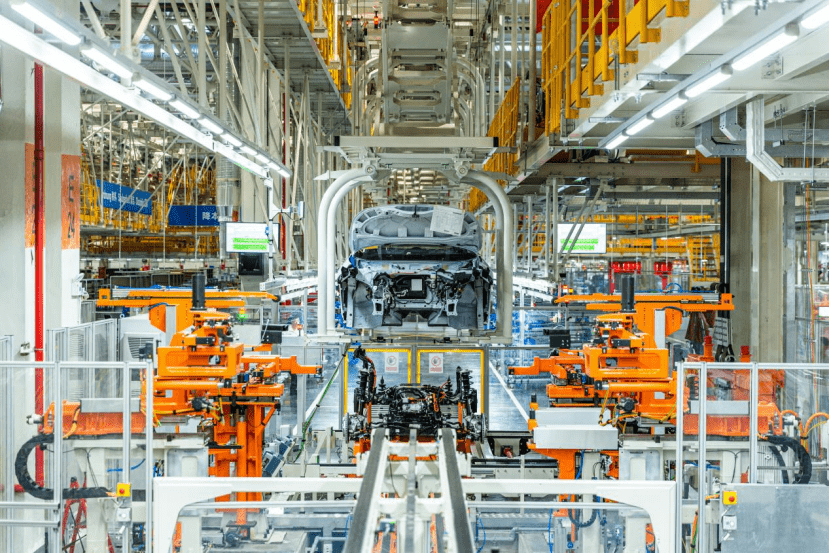
该工厂于2020年10月正式投产,工厂具备冲压、车身、油漆、总装和电池装配车间,拥有车体分配中心、自动化立体高架库、试车道等设施,各车间之间通过连廊跨越市政道路。
整体上看,安亭MEB工厂拥有“集约环保”“高自动化”“智能网联”三大特点。
“集约环保”,通过技术创造绿色可持续的生产环境。
其实,不难看出上海安亭MEB工厂的占地面积与其产值并不匹配,40.56万平方米的占地只约等于相同产能工厂的三分之一。
原来,上海安亭MEB工厂践行的是大众集团“GoToZero”理念,致力于成为最绿色环保的工厂之一。工厂在设计之初就特别关注用地的集约使用,各车间通过连廊跨越市政道路,这样设计的好处在于可以实现完全的人车分流。

而车身车间则首次应用了空中输送存储线。工厂人员告诉记者,以往存储车身零部件需要占地2000平方米,现在转到空中存储后就免去了这部分的占用面积。
同时,上海安亭MEB工厂采用了28项节能环保技术,如太阳能光伏发电、热电联供、余热回收、雨水回收利用、中水回用技术、能源管理系统等,实现能源、水、二氧化碳、挥发性有机物和废弃物5项关键环境指标下降20%。
节能环保的思想贯穿在工厂的每一个细节,记者在工厂注意到,工厂里每一个工位上方的节能灯都由传感器技术来控制,实现了只有工人进场时自动点亮,离开时自动熄灭,从各个环节避免不必要的能源浪费。
值得一提的是,在住建部的绿色建筑设计评审中,上海安亭MEB工厂获得3星(最高级别),并获得由住建部颁发的绿色建筑设计标识证书。
“高自动化”,保障生产高效、稳定性
安亭MEB工厂采用1400多台工业机器人,具备高度自动化水平。
具体的量化指标是,车身和电池车间基本实现无人化全自动生产,总装车间自动化率达到26.2%,相比传统总装车间提升近45%。
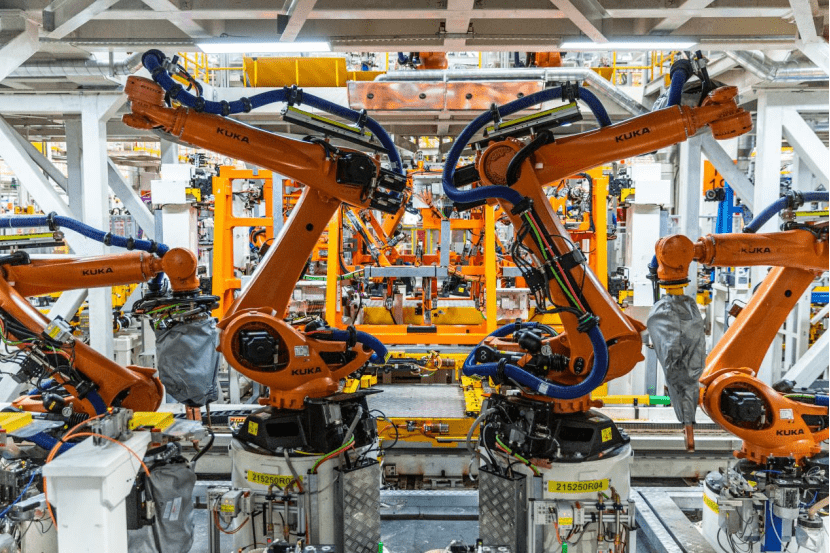
同时,该工厂还采用了大众汽车集团全球最先进的数字化生产技术,多项技术也在工厂内首次使用,如底盘自动合装、自动仪表板安装等,提升生产稳定性与保证产品的高质量。
不难发现,在该工厂的很多上料区已经很少能见到工人的身影。工厂人员告诉记者,车身车间的一个底板装配工位以前需要100多个工人,现在只需要8个就能完成。
“智能网联”,公司首个实现工业无线网络全覆盖的工厂。
在日常生活中,大家能清晰的触碰到智能网联所带来的便利性,殊不知,车辆生产同样需要借助智能网联的渗透来提升制造效益。
为此,上海安亭MEB工厂在厂区内布置有323个工业级无线热点,是公司首个实现工业无线网络全覆盖的工厂,基本实现了工厂内热点的无死角覆盖。
这些无线热点与工业物联网、云存储等互联技术相结合,实现系统集成、数据协同,并构建智慧工厂管理平台,实现从设计、生产到销售各个环节的互联互通。
如此一来,工厂内的设备、制造、检测等数据都会被实时采集并上传存储至“数据湖”中,大量零散、孤立的数据信息将被打通并整合,为后续质量监测或数据分析提供了数据基础。
综合上海安亭MEB工厂的几个特点来看,该工厂投入多项大众汽车集团首次、国内首次使用的前沿技术。不难看出,大众意在将其建造成为一座“集智能制造、节能环保为一体的现代化绿色标杆工厂”。
更懂中国的大众:让电动车回归“汽车”本质
眼下,电动汽车的潮流已不可避免的被掀起,但由于刚行业尚处起步期,技术、品控还有待完善的地方,因此关于电动车事故的新闻并不少见,尤其是电动汽车自燃的消息已然屡见不鲜。
尽管新能源汽车市场看似火热,五花八门的车型、花俏的技术层出不穷,但目前中国消费者对新能源产品的顾虑并未消除,大众汽车清楚,打消消费者今天的“焦虑”,就等于赢得明天的“钥匙”。
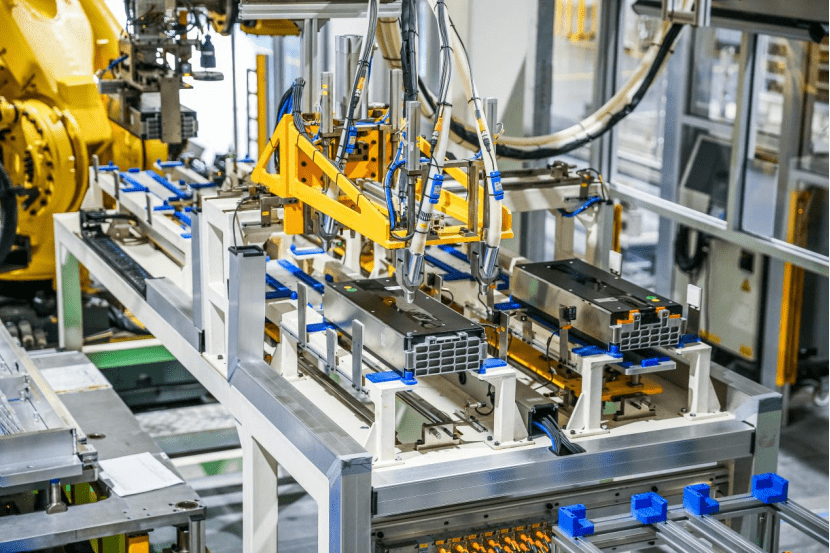
在上海安亭MEB工厂,仅电池包的生产成本占到整个电动汽车成本的38%,是成本最高的零部件。大众对打造安全、高品质电动出行产品的态度与决心由此可见一斑。
首先,在安全性方面,为了化解用户最关注的电池安全问题,上海安亭MEB工厂也使用了多项业内首创制造工艺。
电池车间大量运用机器人代替传统人工提升制造精确度与安全性,使车间的壳体生产线自动化率高达88%、装配线自动化率达78%。
同时,MEB平台电池使用新的导热胶工艺,与传统MQB平台电池的导热垫工艺相比,拥有更好的界面填充能力、更少的界面气泡、更好的间隙适用性,使MEB电池包具备更优异的热管理能力,也更容易实现自动化生产和质量控制。涂胶过程也由机器人全程操作,保证了电池包的质量一致性。
车间生产的多层结构电池包采用4重电芯安全设计,通过了338项严苛测试,远高于国标测试要求(国际测试项目低于50项),涵盖碰撞、火烧、热扩散、高低温存放、温度冲击、盐雾测试等测试,保障电池包在各种极端工况下的安全。
为了实现更高的电池安全标准,中国团队自主设计了整套热量控制系统,万一发生极端情况,可控制5分钟内明火不从电池壳体中冒出,保护驾乘者安全。
同时,大众汽车品牌十分重视电池包全生命周期的安全性,从包裹电池包的壳体、护板、上盖的材料选择和制造工艺选择,再到装配之后的检测工艺,整个过程所使用的技术已达到现阶段国内的一流水平。
另外,在保证制造品质方面,车身车间设有两个大众汽车集团全球首次使用的At-line测量工位。
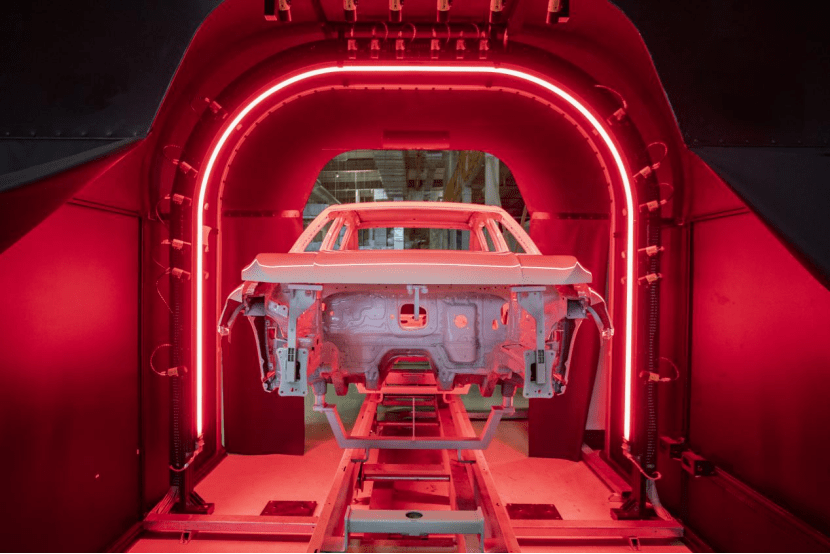
8台测量机器人对白车身的零部件和关键部位实行100%的视觉在线检查,通过激光测量传感器、图像处理、温度补偿以及计算机控制等技术实现物体空间尺寸的精密测量,重复精度高达0.2mm,最大程度上保证了白车身生产过程质量的稳定性。
据了解,整个检测过程大概在7至8分钟,若是进行最全面测量的话,则需要30分钟左右。工厂工程师表示,白车身经过常规测量手段其实已经足够严谨,而At-line在线测量则是进一步保障品质稳定性。此外,At-line在线测量主要采用的是抽检的形式,以每20台白车身中抽检一台的频率进行抽检。
对细节的“锱铢必较”贯穿在上海安亭MEB工厂的每一个角落,严谨的造车态度与严苛的生产质控标准将成为大众开启下一个能源时代的“钥匙”。
在上海安亭工厂改变的是技术和工艺,不变的是大众为所有消费者提供高品质出行产品的初心。
事实也证明,无论行业格局如何变换,国内用户始终愿意为好产品买单,目前大众汽车品牌MEB平台ID.系列车型的月销量已超过1万辆。大众成为了合资品牌纯电车型第一个月交付量过万的车企,并已顺利攻入了新能源市场的头部阵营。
 电话:
电话: 传真:
传真: 邮箱:
邮箱: 地址:
地址: